Special molding technology
The superior production technology of TENSHO increases the flexibility of product analysis. Right now, we are unerringly responding to the requests and needs of customers through the harnessing of our molding technology for glossy fabric parts. The extent of our molding technologies cultivated since our foundation is massive, so we will introduce to you merely a small portion of that.
E-Mold
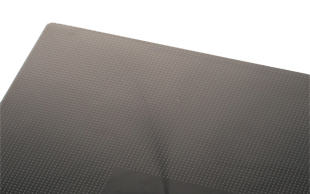 Without E-mold technique
Without E-mold technique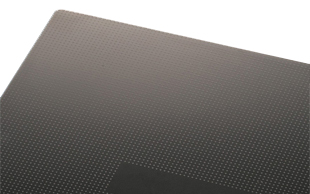 With E-mold technique
With E-mold technique
This is an ultra-high-temperature mold temperature control technology entailing cooling within 30 seconds and subsequent filling after only the mold surface (heating core) has been heated to the melting point [temperature] of the resin within a minute using electric heat. By improving the finished appearance in the production process, we can omit the painting process that is carried out after normal production, allowing us to achieve improvements in terms of total costs.
emCo
This is an ultra-high-temperature mold temperature control technology entailing cooling of the electric heating periphery with water after filling, which takes place after heating the mold surface within a minute using electric heating.
Heat&Cool
 Without Heat & Cool
Without Heat & Cool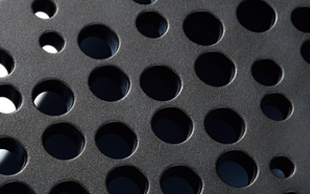 With Heat & Cool
With Heat & Cool
By increasing the mold temperature temporarily for a fixed amount of time for the steam inside the mold, exterior defects such as weld and flow marks occurring on the product surface are improved. By improving the rate of transcription of embossing and reducing residual stress deformations in production, warped production of products is resolved.
3D Weldless Heat&Cool

While general Heat&Cool can only deal with flat product shapes or nearly flat shapes, ours can respond to stereoscopic shapes as well, and is a state-of-the-art technology that enables stereoscopic high-gloss and weldless molding.
AGI

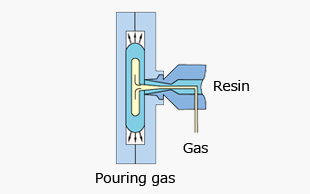
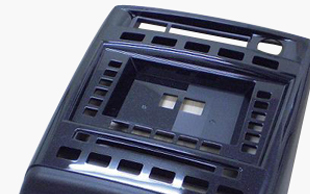
With injection molding, nitrogen is continually infused with the resin injection, allowing us to go about by means of pressure keeping, improvement of the quality of the molded item (such as in terms of sink marks and warpage), simplify the shape, and increase strength through design entailing deviating thickness.
This makes it possible to conduct responses for new designs and the cutting of costs.
Counter Pressure Injection
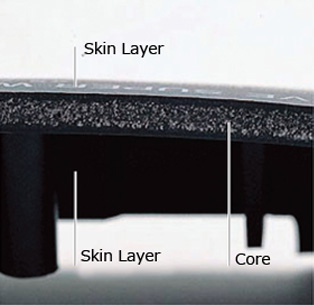

A pressurized condition is maintained inside the mold, and it is cooled and solidified after suppressing foam on the surface, allowing a flat and smooth molded product to be obtained. Sink marks and warpage are improved and can be used for thick molded items. Mold pressure is low and relatively large molded items can be obtained.